
产品中心 Products

联系方式 Contact

产品描述
双面刀片型通用台阶面铣刀
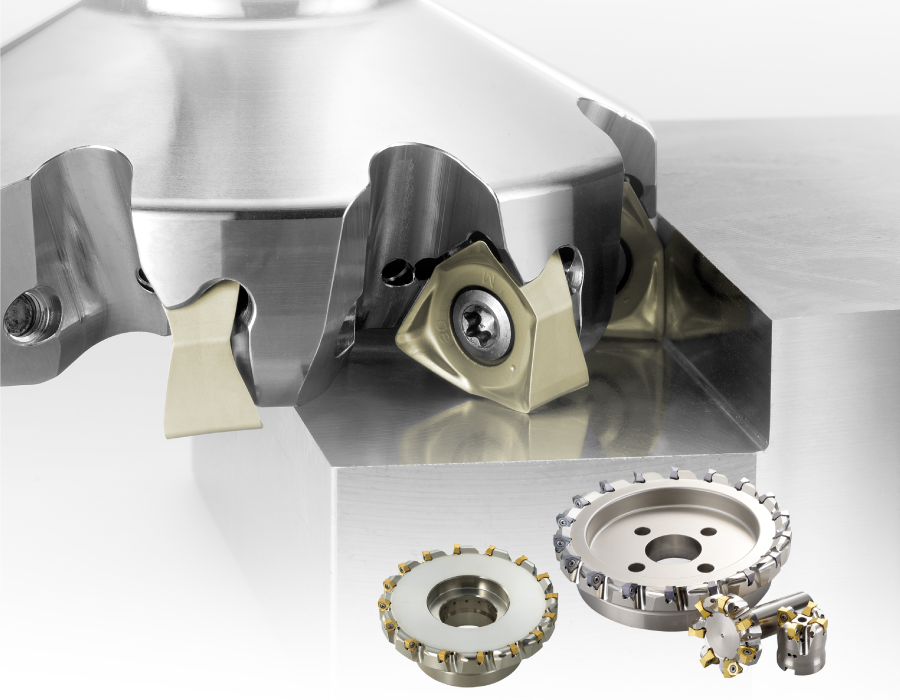
实现高刚性、高品质加工
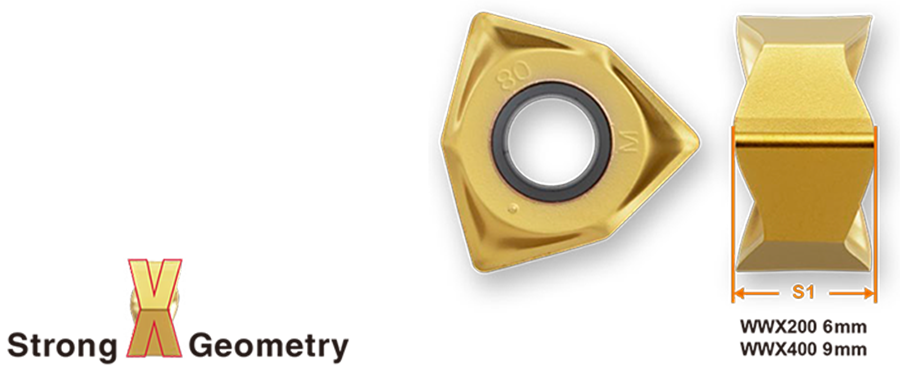
高品质与经济性兼备的“X形”刀片是决定因素
刀片的主切削刃可对应9 0°壁面加工。而且修光刃采用大R,可实现良好的加工面精度。
可双面使用的6刃角型“X形”刀片,可降低刀具费用。

刀片厚度大、刚性高
与以往产品ASX400相比,WWX200的刀片厚度为其1.5倍,WWX400的刀片厚度达到其2.2倍,实现高刚性与耐破损性。由于刚性提高,无需刀垫也可直接安装,因而刀片可稳固夹持。
切屑处理性,防止与加工面发生摩擦
主切削刃采用CAE*解析进行设计,由以往的直线切削刃进化为曲线切削刃。而且切削刃采用前刀面形状,
可防止切屑向底面、外周面飞散。不仅获得了良好的加工面精度,作业效率也得到大幅改善。
*CAE : Computer Aided Engneering


刀片夹持部与高夹紧刚性可提高稳定性
圆锥形支承座可确保宽大的支承面积。另外,曲面形刀片夹持部可确保刀片与刀体之间的间隙,防止刀片损伤时或切屑
擦过时对刀体造成损伤。而且,采用具有高夹紧力的M5螺钉,可防止发生松动。

低切削阻力,加工薄板时也可抑制高频振颤
虽然采用双面刀片,但是刀尖采用与单面刀片相同的9°轴向前角。因而可实现低于单面刀片的切削阻力(本公司产品
对比),加工薄板工件时也可抑制高频振颤。与以往产品相比可实现良好的加工面,有利于减少工序、缩短作业时间。

刃数种类丰富
刀片厚度增大,无需使用刀垫,因此可确保宽大的容屑槽并扩充刃数。同一直径的无柄型与带柄型有3种类型实现标准库存。尤其是多刃型,可实现较高的工作台进给速度,缩短加工时间。



MP6100/MP7100/MP9100 系列
融合技术
TOUGH-Σ Technology
各种涂层、技术集大成(Σ),实现强韧(TOUGH)性。

铸铁加工用CVD涂层 MC5020
MC5020为铸铁铣削加工用推荐材料。
耐磨损性,可抑制加工球墨铸铁时易发生的热龟裂及崩刃,实现长寿命。

断屑槽系列

切削性能
合金钢SCM440 单刃切削时的加工面比较
M级精度的刀片也可实现以往G级品的良好加工面品质。

合金钢SCM440 耐破损性比较
每刃进给量fz=0.35mm/t.的条件下也未发生破损,实现高稳定性。

合金钢SCM440 台阶面加工后的壁面比较
切屑处理性、壁面无损伤。

产品询价

